Shot-Peening machine, stress peening are used in multi-industries, primarily in the automotive and aeronautical industry. The purpose of the machines is to harden the surface, durability of workpieces and thus exposed them to high alternative bending or torsion tensions for ensuring constant ALMEN parameters standard, to reduce the possibility of the occurrence of micro-fractures and extend the lifespan.
Main features Shot-Peening machine for Coil-Springs:
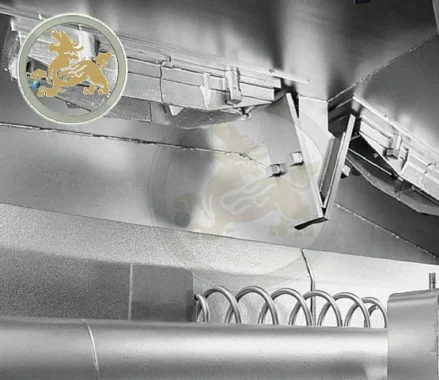
The Shot-Peening machines of coil springs increases the durability of coil springs under dynamic load.
Shot-Peening with a wide range of diameter and length of springs, by changing the pitches-interval and distance between rollers.
Shot peening of heavy-duty cylindrical coil springs by the newly developed coil spring pitches-pushing system.
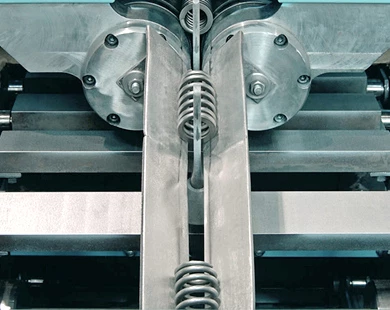
Individual treatment of each coil spring. The coil springs rotate by rollers along with axial moving-forward through the blasting zone, so the peening is optimal for individual coil springs.
Adjustable shot peening parameters by the operation control panel (frequency inverter on shot-wheels projection, rollers’ drive, and pushing system through of VFD).
Features of Shot Peening Machine:
Automatic PLC control, save labor cost
Perfect of finishing uniform of surface cleaning
Continuously feed for springs etc.
No pollution for the environmental protection
Applications of Shot Peening Machine:
Shot-Peening: Increasing the stressed & fatigue strength of compomnents of springs, etc.;
Characteristics of Shot Peening Machine
High efficient of Shot wheel Turbines:
Compact shell structure, longer lifespan of blades, lower maintenance;
Upgraded wearing-resistance with low working noise & vibration;
High-speed blasting capacity with more recycle abrasive using;
Optimal blasting angle, velocity and energy-saving;
360 degrees of coverage, no dead-angle left;
VFD (Variable Frequent Drive) for motor to adjust of the shot projectile capacity;