




The shot blasting wheel turbines assembly is essential to the shot blasting machine. The quality of the shot blasting turbines directly affects the results of the shot blasting. It is usually the largest propositional consumables and one of the most maintenance-intensive components of the shot blasting machine. The overall life span is also the largest factor in production costs, which is vital to profitability. If properly maintained, the life of the turbine shot blasting machine can be significantly extended, thereby reducing the cost of use.
The performance of the shot blasting device depends on the quality, quantity, speed and direction angle of the shot-projectile; the last three factors depend entirely on the selection, design, installation and correct operation of the shot blasting equipment.
Direct-drive shot blasting turbine is a compact structure in the shot blasting machine. The motor and the shot turbine are directly connected by a shaft. So its structure is more compact, more efficient, quieter and easy to maintain.
Normally the maximum motor power is 15kW, and the maximum blasting capacity is 250 kg/min.
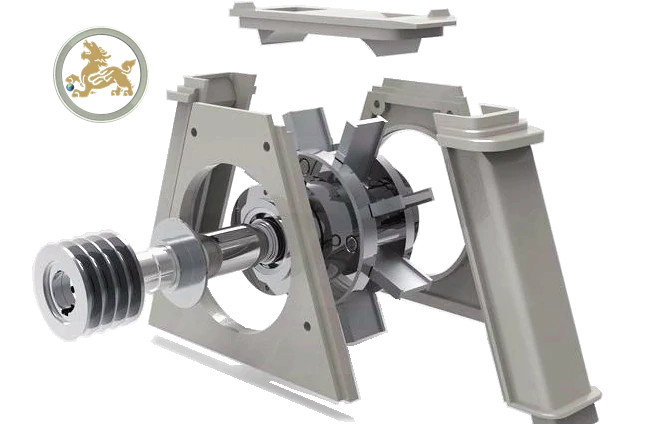
Belt-driven shot blasting turbine is the most popular in the shot blasting machine. The motors and the shot wheel turbine is connected by a belt. More blasting flow and higher power can be obtained, and the cleaning effect is stable, the capacity is 15-75kw, the maximum blasting volume is 950kg/min.
Sino wheelAbrator professionals design, support, manufacture and service shot blasting and surface preparation machines and related shot blasting products for a wide range of industries, cleaning, derusting, descaling and surface hardening. Improvements can be made by upgrading to newer technology.
We offer world-class shot blasting and sandblasting machines along with new innovative ideas and concepts to eliminate old design problems with shot blasting equipment.